 企业荣誉
企业荣誉 企业文化
企业文化 海克斯康大中华区
海克斯康大中华区 公司简介
公司简介
首页 > 行业应用 > 应用案例 > 汽车零部件行业>实战指南:如何充分发挥七海测量大行程影像测量仪在掩膜版测量中的优势
实战指南:如何充分发挥七海测量大行程影像测量仪在掩膜版测量中的优势
掩膜版作为生产面板、芯片等的关键材料,其生产精度要求和质量水平直接影响到下游制品的优品率,如何提高掩膜版的精度目前已成为各大厂商们的难题。

检测过程
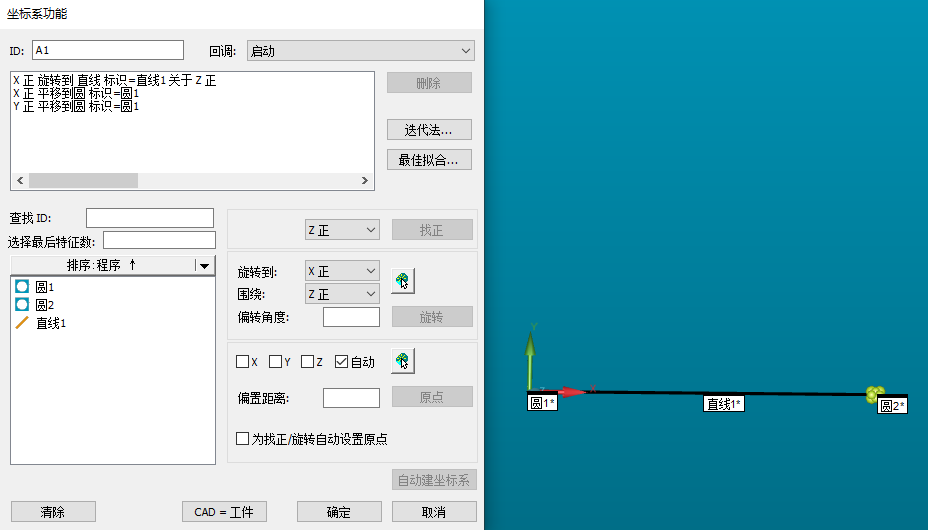
步骤一,测量mark 点并建立坐标系。
步骤二,抓取第 一个矩形框,共计4条直线。
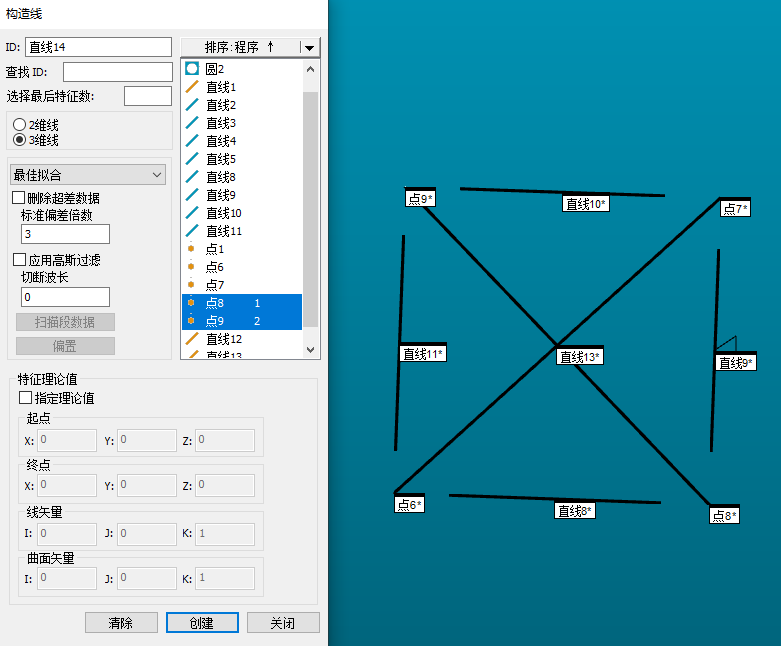
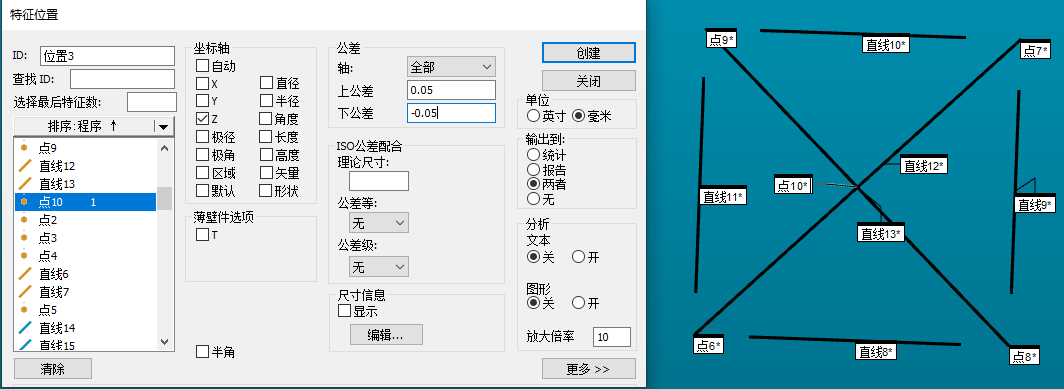
a) 构造点,分别构造四条线的相交点;
b) 构造线,构造对角线;
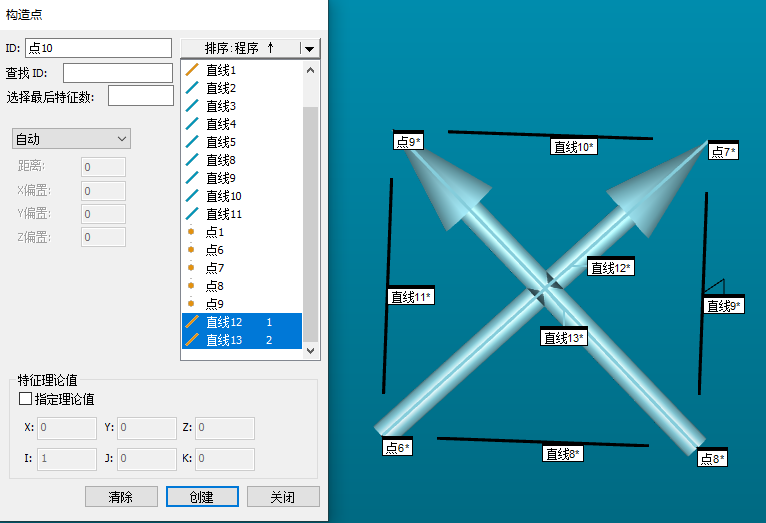
c) 构造点,选择两条对角线,求相交点。

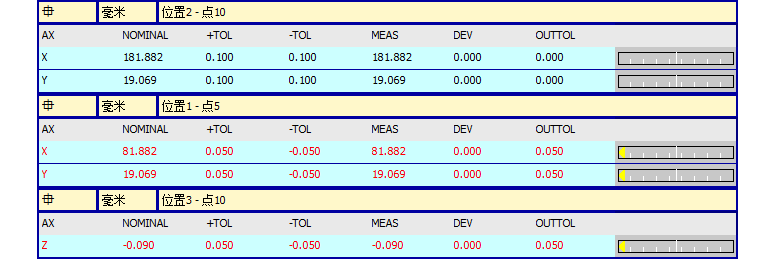
步骤三,特征位置,并输出相交点XY值。

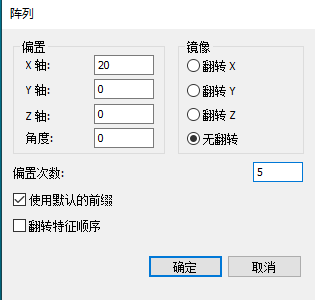
步骤四,阵列。
a) 复制需要阵列的元素及尺寸评价
b) 选择“编辑-阵列”
c) 设置偏置距离及偏置次数
d) 选择“编辑-阵列粘贴”

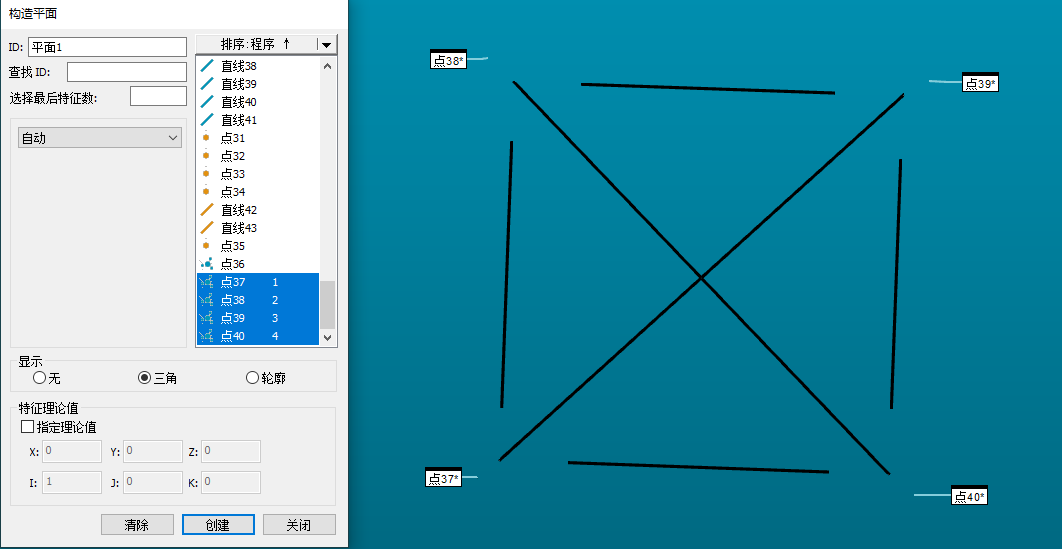
步骤五,激光在基准平面四周取四个激光点。
a) 构造平面,选择四个激光点;
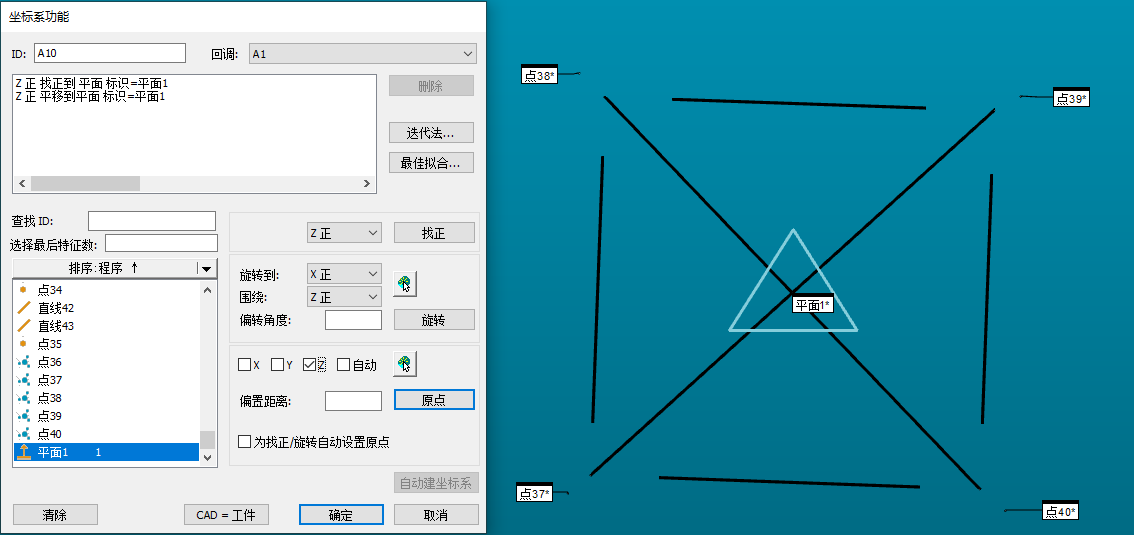
b) 建立坐标系,面Z正找正,面为Z原点。
步骤六,白光检测矩形框的交叉点Z值,检测下垂量。
步骤七,报告输出。
检测需求
此次客户需要对大批量的金属框及金属框+掩模版产品进行测量,产品长度范围为500mm-1870mm,宽度范围为600mm-1500mm,测量需求包括产品多点位的平面XY坐标信息、指定点位的高度Z坐标信息以及金属框指定点相对平面的下垂量。检测难点
掩膜板产品通常具有较大的尺寸和重量,重量范围在30kg到120kg之间,且其产品特征多,需要使用底光测量方法进行检测。在将这些产品放置在平台上时,需要确保平台没有出现明显的变形,这对于测量平台的承重能力提出了挑战。解决方案
七海测量VIEWMAX L是一款具有专用平台并采用特殊尺寸的大行程影像仪,平台四周采用大理石框架,中间搭载玻璃平台,产品可固定在大理石平台上,能够解决产品放置在玻璃平台上产生的变形问题,确保测量的准确性。此外,VIEWMAX L影像仪使用经过PTB认证的专业测量软件PC-DMIS VISION,可以对相同间隔类似的检测特征元素阵列循环,解决大批量相同元素编程耗时难点。检测过程
步骤一,测量mark 点并建立坐标系。
步骤二,抓取第 一个矩形框,共计4条直线。
a) 构造点,分别构造四条线的相交点;
b) 构造线,构造对角线;
c) 构造点,选择两条对角线,求相交点。
步骤四,阵列。
a) 复制需要阵列的元素及尺寸评价
b) 选择“编辑-阵列”
c) 设置偏置距离及偏置次数
d) 选择“编辑-阵列粘贴”
步骤五,激光在基准平面四周取四个激光点。
a) 构造平面,选择四个激光点;
b) 建立坐标系,面Z正找正,面为Z原点。
步骤六,白光检测矩形框的交叉点Z值,检测下垂量。
步骤七,报告输出。
七海测量一直以来都致力于为各行各业提供高精度的测量产品和多元化的检测方案,VIEWMAX L影像测量仪超大行程,配置丰富,搭载专 业测量软件,可满足多样化测量需求,帮助掩膜版厂商们快速获得高精度和高可靠性的测量结果,减少测量误差,提高产品质量。
上一篇: 七海测量全自动影像仪:为电动汽车电池顶盖测量提供准确数据支持
下一篇: 返回列表